

1、氮化简介:
硬氮化:学名“渗氮”,即渗入零件表面的为单一的“氮”元素,渗氮处理的温度通常在520~570℃范围。硬氮化的着眼点是希望获得较深厚度具有高硬度的扩散层,对于表面白亮层希望尽可能的浅薄甚至没有。
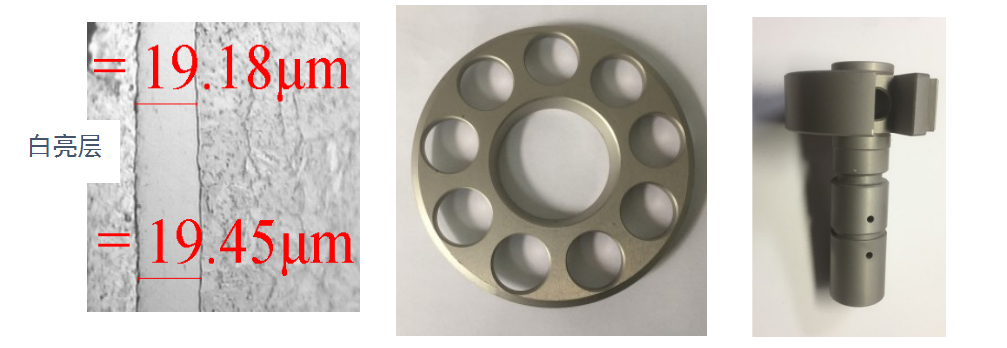
软氮化:学名“氮碳共渗”,渗入零件表面的元素以“氮”为主,以“碳”为辅。和渗氮不同的地方是,氮碳共渗的着眼点是希望获得一定厚度的硬度高、脆性小、疏松少的白亮层。
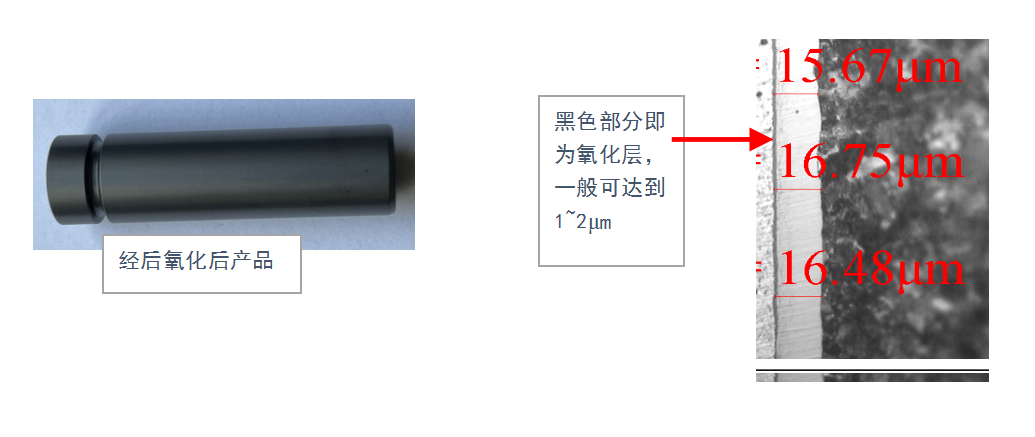
气体氮化后氧化介绍:后氧化与氮碳共渗的工艺大致相同,即在形成白亮层后再增加一段工艺使其表面形成致密的氧化膜(成分为四氧化三铁),能够大大提高零部件的耐腐蚀能力。经试验,后氧化零件在防锈油浸泡后,其盐雾试验结果可达到>300h的效果,可替代传统发黑工艺。真空气体氮化相对于盐浴氮化优势在于:1、真空气体氮化的温度、氮势控制及为严格,能够有效保证产品质量。2、气体氮化不产生任何污染,符合目前政府所倡导的环保要求。
2、气体氮化设备介绍:
公司所使用的预抽真空氮化炉由益发施迈茨工业炉(上海)有限公司生产;RHN...RVe型预真空气体氮化炉、可用于气体氮化、氮碳共渗、光亮退火或回火等工艺。较高工作温度750℃。益发施迈茨工业炉(上海)有限公司是德国金属技术控股(MTH)集团旗下的中外合资企业,作为世界热处理加工设备的中上供应商,MTH集团名下拥有益发(IVA)、施迈茨(Schmetz)、马勒(Mahller)和B.M.I等多个品牌。
设备特点:
1、预抽真空可以明显改善工件处理质量,降低过程气氛消耗,缩短工序时间。
2、间接加热、对流传热,保证理想的炉温及气氛均匀性。
3、表面活化/渗氮/氧化工艺集于一炉全自动完成。
4、无需后清洗,低消耗,表面质量好。
5、气冷代替油冷/水冷且冷速可调,有效防止工件氧化变形。
